- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Produkter





Pa Sheet Extrusion Line Enkelskrue Ekstrudermaskin
Pa Sheet Extrusion Line Enkelskrue Ekstrudermaskin
Modell:SJ65/33
Send forespørsel
produktbeskrivelse


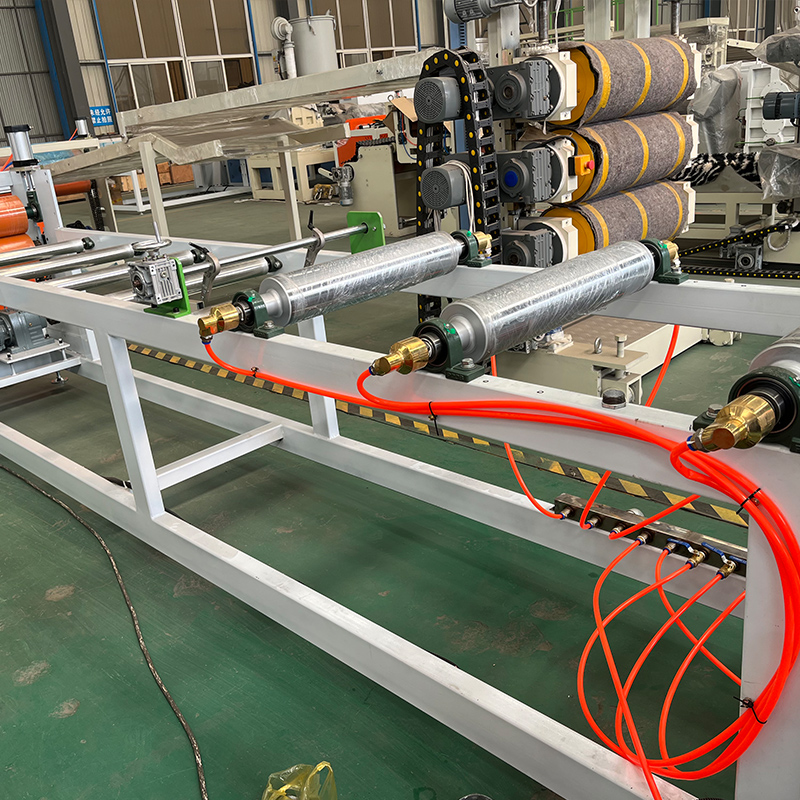
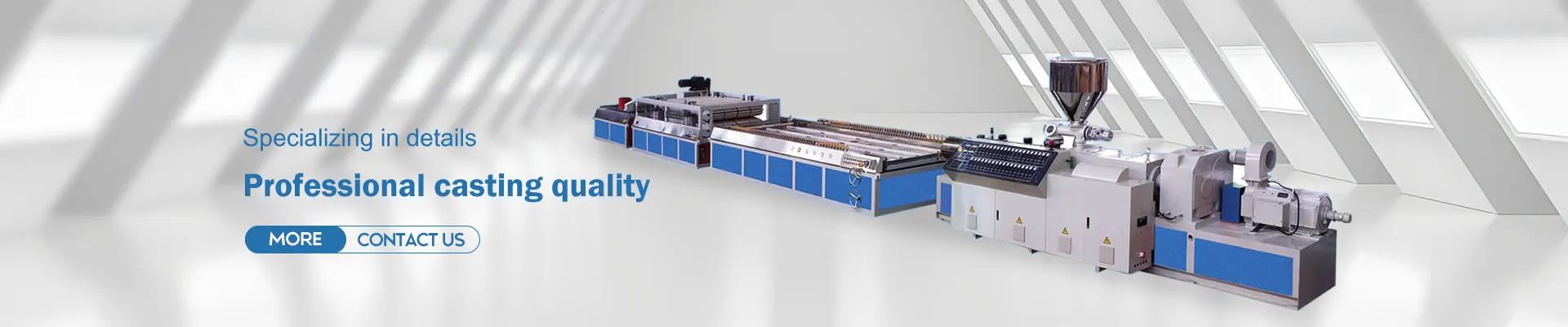
Pa Sheet Extrusion Line Enkelskrue Ekstrudermaskin
Produksjonsprosessen av PA-arkutstyr involverer flere ledd som råvarebehandling, smelteekstrudering, støping, kjøling og forming, trekkraft og skjæring, etc.
Råvarevalg
Hovedråmaterialet er PA-harpiks (som PA6, PA66, etc.), og tilsetningsstoffer (som myknere, flammehemmere, masterbatcher, forsterkende fibre osv.) kan tilsettes i henhold til produktkrav.
Nøkkelkrav: Råvarene må oppfylle renheten, molekylvektsfordelingen og andre indikatorer for å unngå at urenheter påvirker ytelsen til arket.
Tørking av råstoff
PA-harpiks har sterk hygroskopisitet og må forhåndsbehandles med varmlufttørker eller vakuumtørker:
Tørketemperatur: 80-120 ℃ (justert i henhold til PA-type, slik som PA6 er vanligvis 80-100 ℃, PA66 er 100-120 ℃).
Tørketid: 4-8 timer, sørg for at fuktighetsinnholdet er mindre enn 0,1 % for å unngå bobler eller nedbrytning under ekstrudering.
Hot Tags: Pa Sheet Extrusion Line Enkelskrue Ekstrudermaskin
Pa Sheet Extrusion Line Single Screw Extruder Machine, Kina, produsenter, leverandører, fabrikk, engros, tilpasset, kvalitet
Relatert kategori
Arkutstyr
Myk dørgardinmaskin
Styreutstyr
Produksjonslinje for bilmatter
PLA nedbrytbar plastplatemaskin
Rotkontrollmaskin
Frøplantebrettmaskin
Blisterpakkemaskiner
Geocell maskin
Produksjonslinje for plastprofiler
produksjonslinje for rør
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.